 |
| |
Machines emblématiques du PLM |
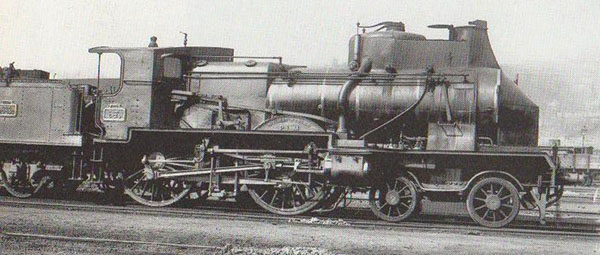 |
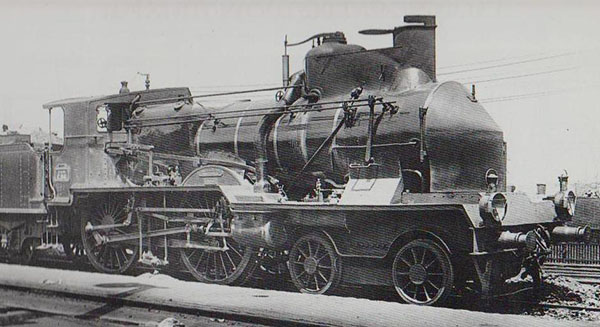
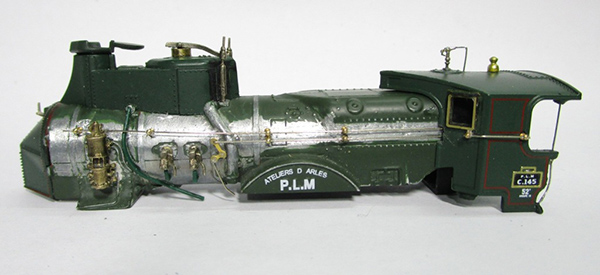
Les 120 locomotives réelles N° 61 à 180, appelées communément « grosses C » par les cheminots, furent construites de 1898 à 1901. Elles faisaient suite aux 40 machinesN° 21 à 60, dites « petites C » ou encore « compound à bec », construites de 1894 à 1896. Ces 180 locomotives, du fait de leur carénage inédit à l’époque, devinrent les machines-symboles de la compagnie.
Jusqu’à l’arrivée des Pacific, elles s’appropriaient la traction des trains les plus rapides et prestigieux sur l’artère impériale, mais également sur les autres lignes importantes du réseau.
Re-numérotées 220 A 1 à 120, les « grosses C » seules continuèrent leur service, déclassées dans les années 20 et 30 à des tâches moins nobles, et en n’ayant plus leur célèbre pointe à l’avant. Les dernières furent radiées au début des années 40.
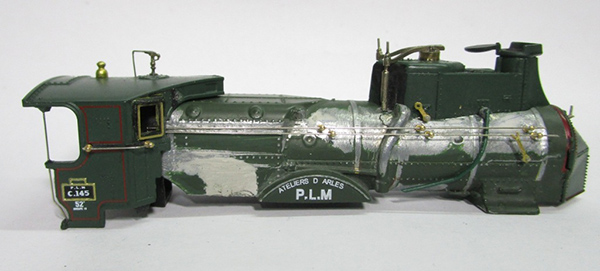
La C 145, magnifiquement restaurée, est exposée à La Cité du Train à Mulhouse. |
 |
En parallèle et suivant la même démarche que pour la Pacific P.O., je commence ce modèle par la motorisation du tender. S’il faut « oublier » tout ce qui concerne les châssis, roues, embiellages, bref tout ce qui se situe sous le niveau du tablier, le modèle « Hachette collection » présente une caisse de tender sans reproche, et il en est de même pour la superstructure de la loco. Ce modèle sera donc fait en réutilisant ces éléments, et en remplaçant sur le corps cylindrique et l’abri les détails venus de moulage par des accessoires rapportés. La fabrication des embiellages représentera – ne nous le cachons pas - un long et minutieux travail.
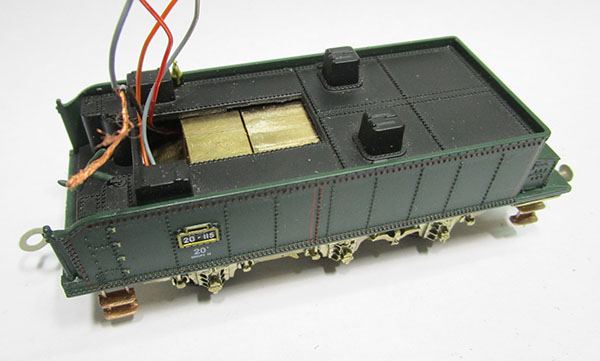
Voici d’abord le résultat des opérations du tender, quasiment identiques à celles faites pour celui de la Pacific P.O., moins les faux longerons, ces pièces en fonderie laiton faisaient partie de mon ancien kit de tender 25 A. |
 |
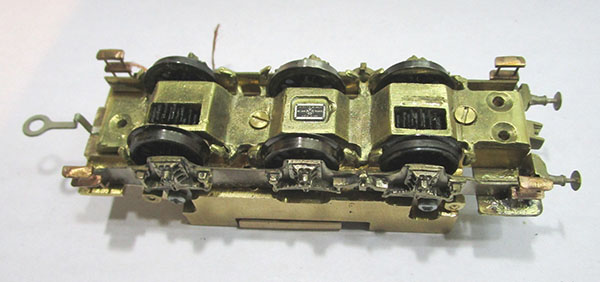 |
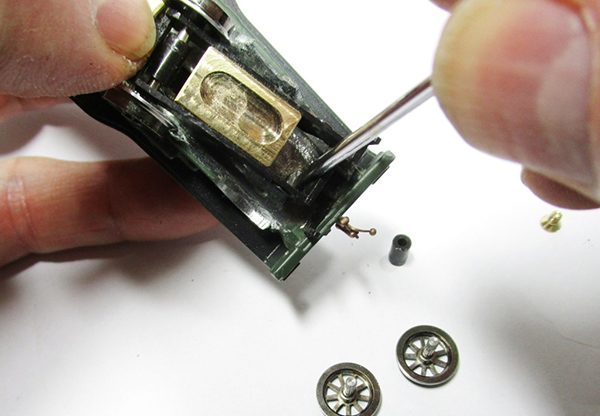
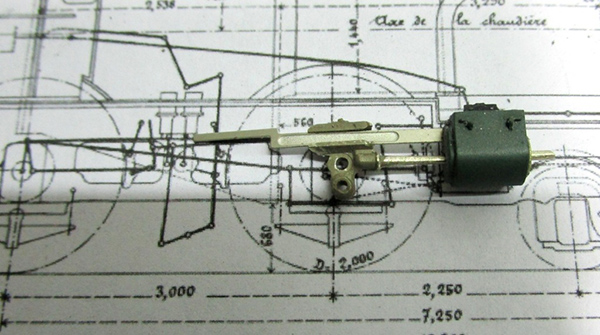
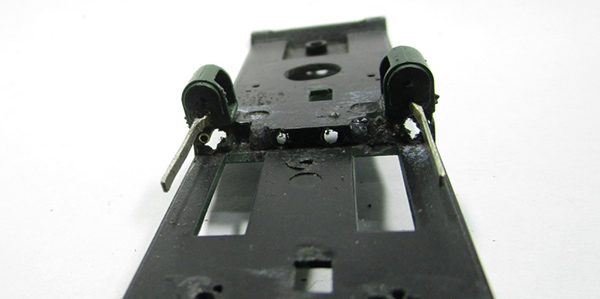
1 et 2 - Préparation du bloc-moteur de tender 25 A. |
| |
 |
 |
 |
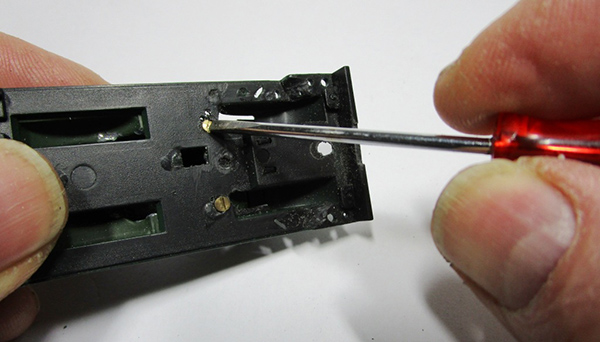
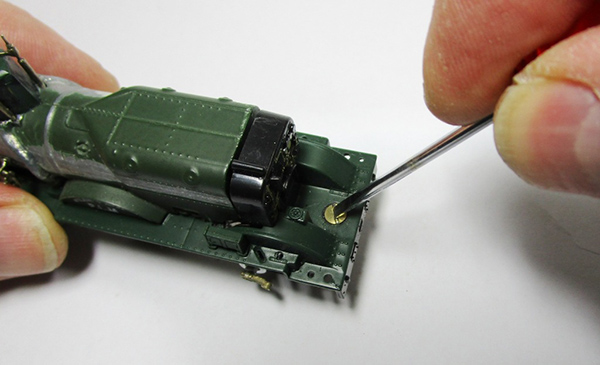
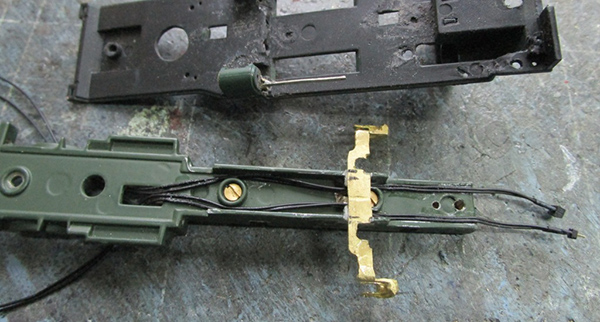
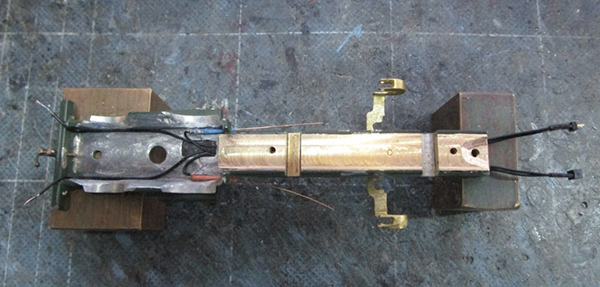
3 à 5 - Installation dans la caisse du tender 20 m3 « Hachette ». |
| |
 |
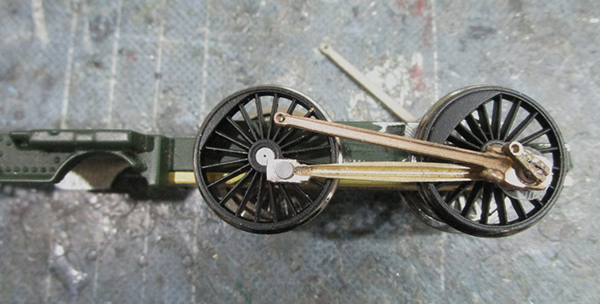
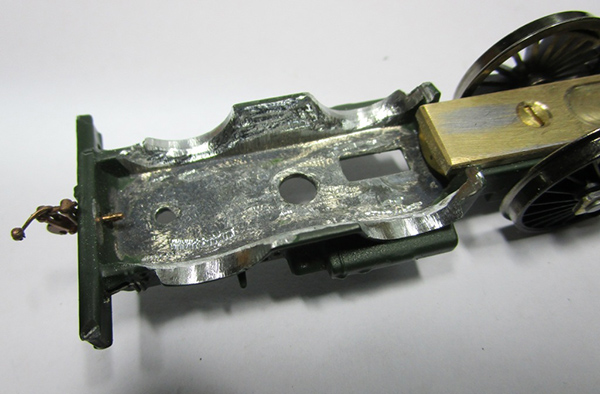
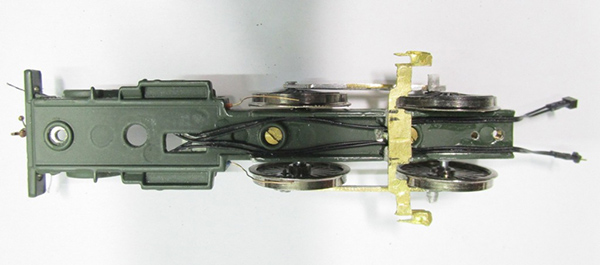
6 - Le tender-moteur accroché à la loco, en ôtant les bielles, les roues de la loco consentent à tourner. Cette superstructure, une fois superdétaillée et posée sur un nouveau châssis digne de ce nom devrait « faire son boulot »…
|
| |
 |
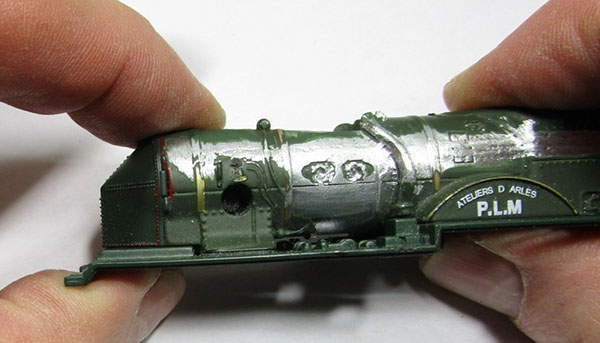
7 - C’est parti ! Début de l’arasage des détails sur le corps cylindrique, avec une petite fraise sphérique. C’est du Zamak, bien moins agréable à faire que dans du plastoc’.
|
| |
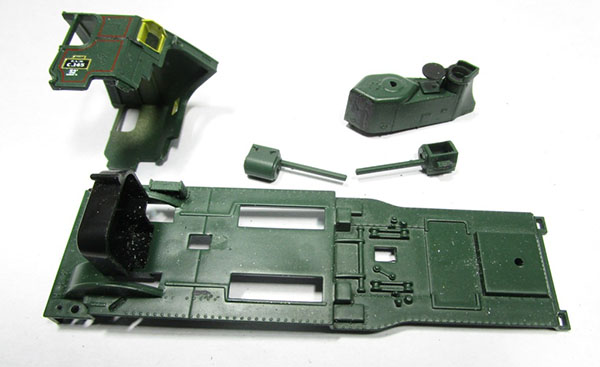 |
8 - Pour plus de commodité, démontage du châssis et tablier. Les éléments sur cette photo sont en matière plastique.
|
| |
 |
9 - Le plus gros étant enlevé, on continue avec des petites limes, « stylo » à fibres de verre, etc …
|
| |
 |
 |
10 et 11 - C’est sacrément banané ! Redressement de la surface d’appui du corps cylindrique sur le tablier, sur un touret à poncer, afin de supprimer le jour disgracieux à l’avant, entre le berceau de boîte à fumée et le tablier.
|
| |
 |
12 - Pendant qu’on en est au dégrossissage, découpe du zamak sous la boîte à feu à l’aide d’une fraise sphérique, afin de ménager de la place pour loger un éventuel décodeur.
|
| |
 |
13 - Reprise des fenêtres frontale de l’abri, par élimination d’une paroi qui n’existe pas dans la réalité, puis collage de cadres de fenêtres (M.T. Réf. encf 07).
|
| |
 |
14 - Remplacement des mains montoirs latérales par du fil maillechort dressé Diam. 0.30.
|
| |
 |
15 - Cette partie du châssis en zamak est conservée.
|
| |
 |
 |
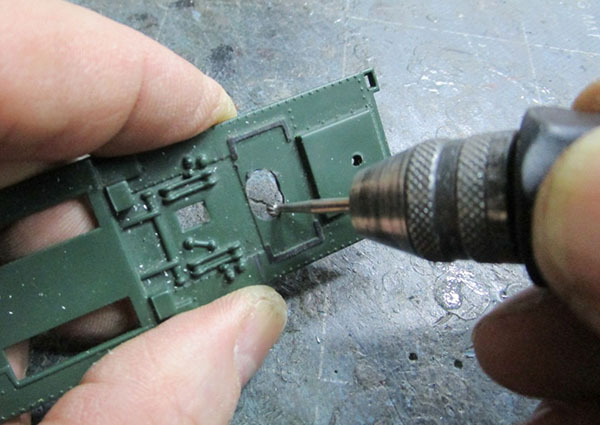
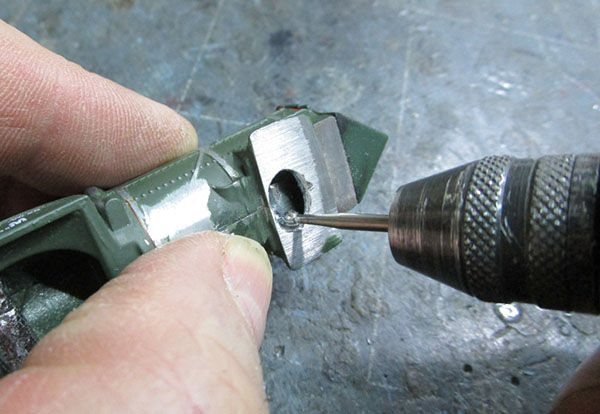
16 et 17 - Élimination des formes à l’intérieur, à l’aide de fraises cylindriques.
|
| |
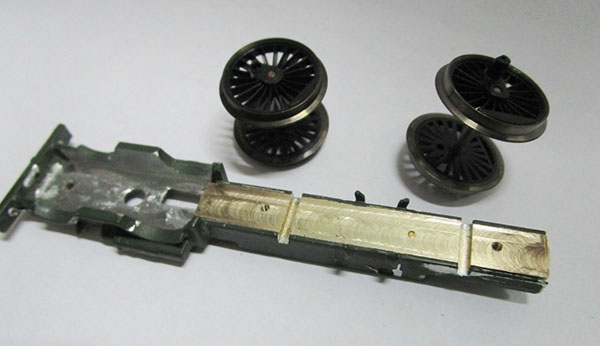 |
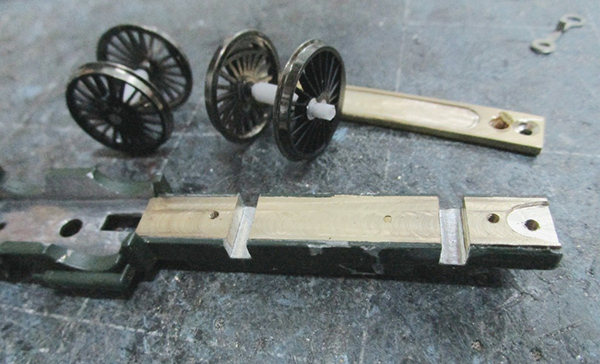
18 - Confection d’un insert en laiton, qui est fixé dans le châssis au moyen de 2 vis M2, puis fraisage des 2 passages d’essieux à la fraiseuse (fraise Diam. 2 mm). L’entr’axe de 34 mm est conservé. Essais avec des essieux Jouef (« grandes roues » de 231 K, 231 C, 241 P, 232 U…).
|
| |
 |
19 - Pour maintenir les essieux, confection et pose par 2 vis M 2 d’un dessous de châssis.
|
| |
 |
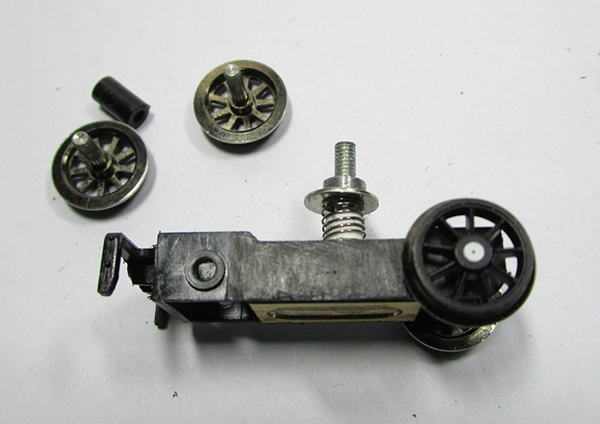
20 - Re-perçage des trous d’essieux du bogie au Diam. 2 mm, pose de nouveaux essieux avec de plus belles roues, et d’une vis-pivot (Diam. 2.5) avec ressort à la compression.
|
| |
 |
21 - L’extrémité supérieure de cette vis-pivot est passée dans le gros trou du châssis, ce qui permet au bogie de se déplacer suffisamment dans les courbes, vu l’empattement très court de l’engin.
|
| |
 |
22 - Découpe d’un large trou dans le tablier pour permettre le passage et le débattement des écrous.
|
| |
 |
23 - Idem dans le berceau de boîte à fumée. |
| |
 |
24 - Pose de soupapes à balancier (M.T. Réf. soup 08).
|
| |
 |
25 - Côté gauche, pose de chapelles (M.T. Réf. div 71) et d’une pompe à air « P’tit ch’val » (M.T. Réf. pomp 06).
|
| |
 |
26 - Ça commence à prendre forme… |
| |
 |
27 - Les essieux commandés au S.A.V. Roco (roues de la Pacific Nord) ont été livrés.
Les passages d’essieux fraisés dans le châssis à l’opération N° 18 sont agrandis à la mesure des paliers Roco (3. 80 mm).
A l’arrière, un trou est percé puis taraudé à M 2.5 et un fraisage est pratiqué pour l’articulation d’un timon de liaison avec le tender.
|
| |
 |
28 - Les nouveaux essieux accouplés sont mis en place, après avoir remplacé le tourillon de bielle des roues motrices en métal par des sections de tube plastique, pour ne pas transmettre les polarités du courant au châssis.
|
| |
 |
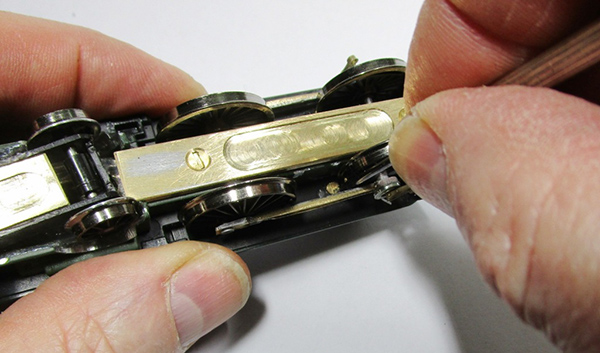
29 - Des bielles d’accouplement sont confectionnées dans du profilé laiton de section 3 mm X 1.50 entr’axe des trous 34 mm, en leur donnant cette forme caractéristique de celles de cette locomotive.
Préparation des bielles motrices (M.T. Réf. C 30) et des manivelles (M.T. Réf. man 01).
|
| |
 |
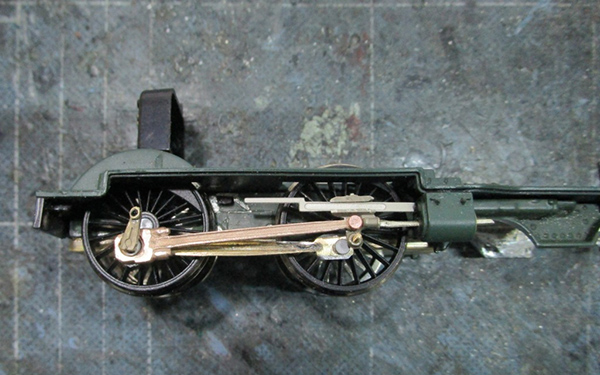
30 - Pose des bielles et manivelles pour leur ajustement.
|
| |
 |
31 - J’ai aussi commandé puis reçu des essieux de Pacific Nord Roco pour le bogie, préférant utiliser ces belles roues. Ce choix m’a amené à des difficultés auxquelles je ne m’attendais pas. Les ½ essieux sont à la polarité des roues auxquelles ils sont solidaires, l’isolation est assurée par le manchon en plastique noir qui les relie au centre. Je ne pouvais plus conserver le corps du bogie d’origine, car il est en métal, résultat : des courts-jus partout. J’ai utilisé un corps de bogie de 241 P Jouef, qui par chance a le même entraxe aux essieux.
|
| |
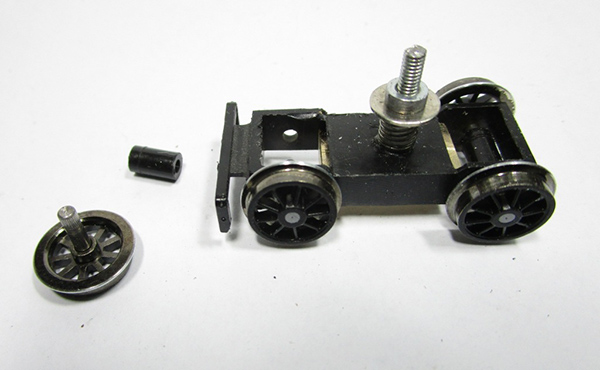 |
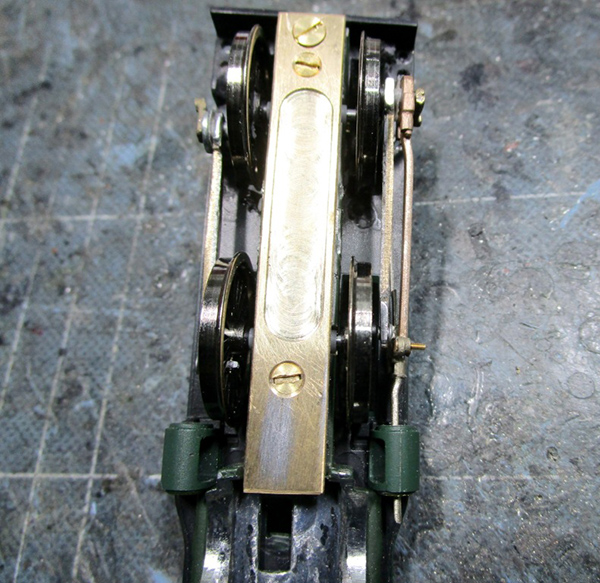
32 -Le pivot du bogie est constitué d’une vis M 2.5 collée sous la face horizontale. Un ressort à la compression (récup’ dans un châssis de loco Jouef) plaquera les roues aux rails.
|
| |
 |
33 - Au-dessus d’une rondelle d’arrêt, un écrou sert de butée réglable pour la pression du ressort. Cet écrou M 2.5 est tourné pour lui donner une forme de cylindre, ajusté au diamètre du trou en haut du châssis (4. 70 mm).
|
| |
 |
34 - Pour éviter que les roues touchent le châssis en métal dans les courbes, j’ai dû fraiser le zamac au maximum pour réduire l’épaisseur des parois de part et d’autre du logement du bogie sous le châssis.
|
| |
 |
35 - Une autre rondelle et un écrou au-dessus du châssis empêchent le bogie de s’échapper lorsqu’on soulève la loco. Le trou du tablier est élargi pour laisser le libre mouvement à la vis, l’écrou ET la rondelle dans le vide de la boîte à fumée. Devant, une vis à filet profond (vis à tôle) est passée dans le trou existant en vue de l’assemblage du corps cylindrique avec le tablier et le châssis.
|
| |
 |
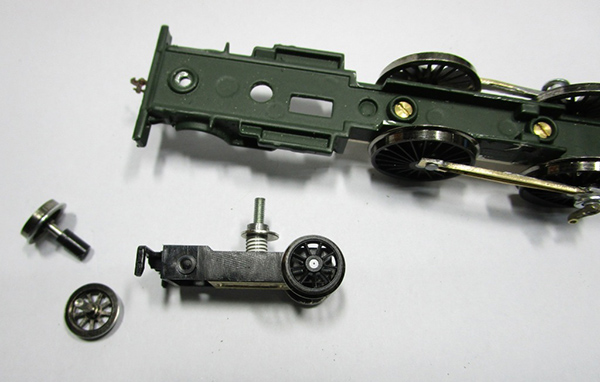
36 - Pour accéder à cette vis, il est nécessaire de déposer le premier essieu du bogie.
|
| |
 |
37 - Il est recommandé de mettre au point maintenant les moyens d’assemblage des 3 parties principales, car si l’on attend la fin on risquerait de massacrer des petits détails posés sur le modèle. A l’arrière, deux trous sont percés à travers le tablier et dans l’épaisseur des parois de la boîte à feu pour des vis à filet profond.
|
| |
 |
38 - À l’arrière, la fixation tablier/châssis est faite au moyen d’une vis M 2.5 à tête fraisée, vissée dans le haut du trou taraudé qui reçoit aussi la vis du timon, en bas.
|
| |
 |
39 - À noter que les deux vis de l’étape N° 37 peuvent être atteintes par-dessous la loc’ en passant le tournevis entre le châssis et les bielles motrices.
|
| |
 |
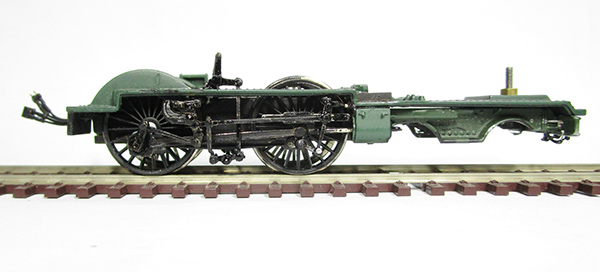
40 - Les parties principales provisoirement assemblées. Tout plaque sans jour disgracieux. Toutes les roues sont bien en contact sur les rails ; ça roule impec’ en courbes dans les deux sens, pas de contact de polarités avec la masse.
|
| |
 |
41 - Préparation des crosses de pistons (M.T. Réf. pat 10). Les tiges sont limées pour les amincir au diamètre de 1 mm.
|
| |
 |
42 - Les glissières simples sont tirées d’une plaque de photogravure de l’ancien kit de 140 L M.T. Leur extrémité avant est fichée dans une fente percée dans le cylindre.
|
| |
 |
43 - L’articulation bielle motrice/crosse est réalisée au moyen d’un rivet en cuivre Diam. 1. 4 mm (L’octant Réf. VR 104).
|
| |
 |
44 - Les cylindres sont recollés à la cyano. Les crosses de pistons sont munies d’une vis de 1 mm passée par derrière dans le trou du bas et sa tête fraisée est fixée avec une goutte de cyano. Le futur embiellage de distribution y sera accroché avec un écrou, ce qui permettra son démontage.
|
| |
 |
45 - le tablier de ce modèle n’est vraiment pas large, ce qui impose de « jouer des coudes » avec les tiges de pistons et les bielles motrices. Les couder et contre-couder éloigne les crosses pour éviter qu’elles viennent cogner contre le tourillon de bielle des roues du premier essieu accouplé.
|
| |
Les opérations suivantes font partie des plus difficiles et délicates de cette construction, tant la place est comptée sur ce modèle pour loger les embiellages de distribution. Je m’attends à des difficultés, pas seulement pour la confection de ces équipages de bielles inhabituels, mais plutôt pour réaliser leurs supports. J’essaie toujours d’adopter des systèmes qui rendent faciles et rapides les démontages et remontages.
|
| |
 |
 |
46 et 47 - Perçage dans le zamac du châssis de deux trous Diam. 1 mm pour le futur passage des fils palpeurs de courant isolés avec de la gaine de fils téléphone.
|
| |
 |
48 - Préparation d’un support de coulisses, issu d’une pièce d’un ancien kit de 140 L.
|
| |
 |
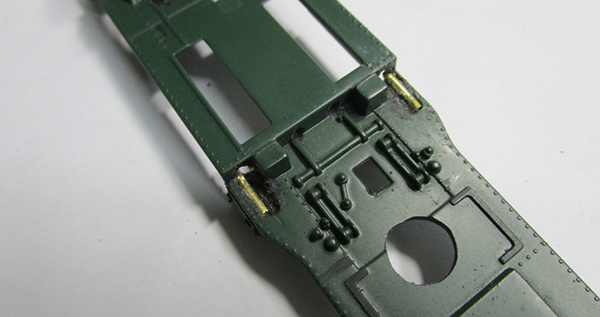
49 - Une encoche est pratiquée sur le châssis au bon endroit : juste devant les roues du deuxième essieu accouplé. Deux saignées sont creusées dans le zamac du châssis, sous l’emplacement du support ; elles permettront plus tard de passer les fils des palpeurs et ceux qui alimenteront les fanaux fonctionnels à l’avant.
|
| |
 |
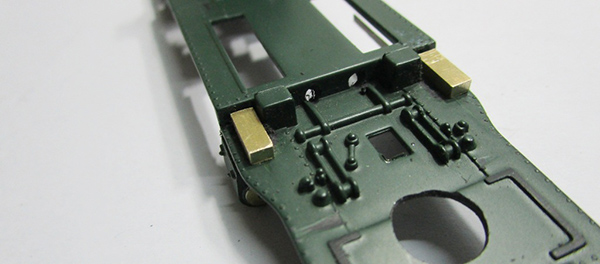
50 - Le moment venu le support sera emboîté et collé, dans ce sens.
|
| |
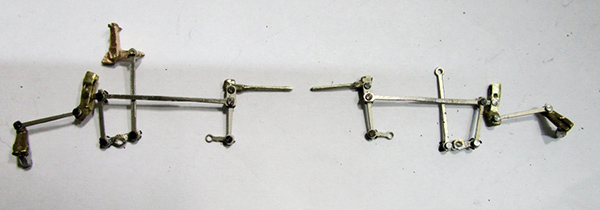 |
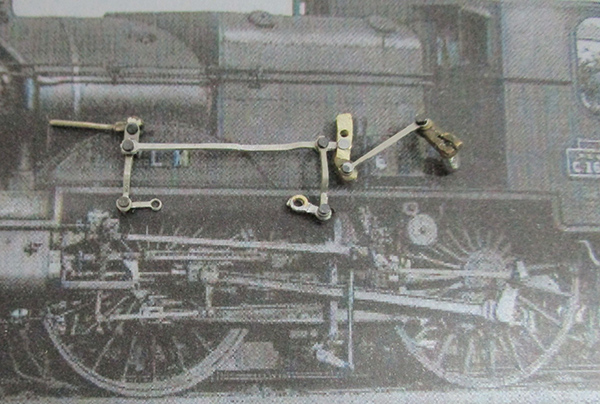
51 - Confection des équipages de bielles de distribution. A gauche, celui du côté droit, avec les leviers de relevage de marche (M.T. Réf. div 40). Les coulisses sont des Réf. mik 13. Les tiges de tiroirs sont obtenues à partir de vannes M.T. Réf. div 77.
Les bielles proviennent de plaques en maillechort photodécoupé de différents anciens kits M.T.
|
| |
 |
52 - Afin de guider ces tiges de tiroirs, une section de tube (Diam. 1.5 mm et intérieur 1 mm) est inséré et collé dans une gorge creusée dans chacun des tiroirs par le dessus, au moyen d’une petite fraise sphérique.
|
| |
 |
53 - Présentation de l’embiellage côté droit, la tige de tiroir en place dans son tube-guide.
|
| |
 |
54 - Pour représenter de nouveau les tiroirs, des sections de profilé laiton rectangulaires sont collés en place.
|
| |
 |
55 - Perçage à cet endroit du tablier de deux trous pour le passage des fils des futures lignes électriques vers l’avant.
|
| |
 |
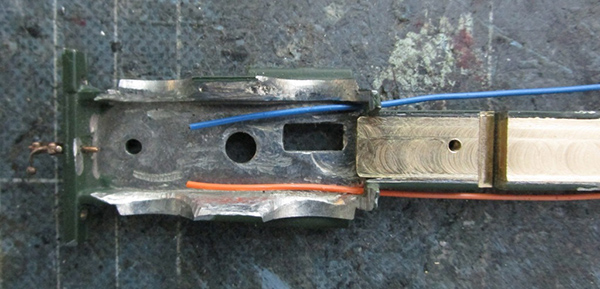
56 - Les deux lignes électriques, constituées de micro-connecteurs (M.T. Réf. fan 13), sont collées au-dessus du châssis, et passent en-dessous à l’avant. Pas besoin donc de passer par les trous percés dans le tablier dans l'opération précédente, évitons les complications aux démontages. Le support des coulisses peut maintenant être collé.
|
| |
 |
57 - Sous le châssis les fils d’alimentation des fanaux sont collés bien dans les coins pour ne pas gêner le bogie. Ceux des palpeurs sont soudés aux fils de bronze, eux-mêmes passés dans des sections de gaine de fils téléphone. Tout cela est collé à la cyano, puis renforcé à la résine époxy ; les soudures noyées dedans seront ainsi bien isolées, évitant tout contact avec les boudins des roues du bogie.
|
| |
 |
58 - Remontage des roues pour former les fils palpeurs de façon à ce que leur point de contact soit au-dessus de la table de roulement des roues.
|
| |
 |
59 - Des lumières sont percées sur le tablier pour laisser le passage des biellettes de relevage de marche.
|
| |
 |
 |
60 et 61 - Soudure d’une barre ronde de maillechort Diam. 1 mm sous le dessous de châssis. Elle est ensuite formée pour être décalée de 4 mm plus bas, où elle servira d’axe d’articulation des leviers de renvoi du système particulier de relevage de marche.
|
| |
 |
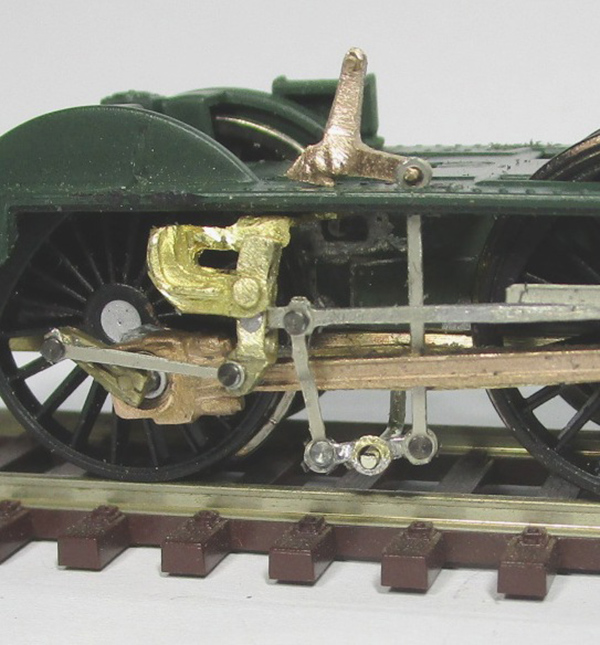
62 - L’équipage de bielles complet est installé du côté droit. Noter qu’il est nécessaire de « jouer des coudes » avec certaines bielles pour éviter les « chevauchements coinceurs » (cas du pendule et de la biellette de relevage située juste devant la coulisse). D’autre part le support des coulisses déborde de la largeur du tablier, c’est le fait de choisir de faire les bielles motrice et d’accouplement massives comme dans la réalité, tout en permettant au modèle de s’inscrire sur des voies courbes de rayon bien moindre que le minimum en réel.
|
| |
 |
63 - Au moment de la mise au point et montage d’essai de l’équipage côté gauche, je m’aperçois seulement que contrairement à l’habitude il n’y avait pas de levier au-dessus du tablier de ce côté. Je supprime donc la biellette de relevage et coupe la moitié avant du renvoi.
|
| |
 |
64 - Après peinture en noir mat, montage définitif des embiellages.
Côté droit, pose du levier de relevage, auquel est accrochée la grande biellette qui remonte du renvoi.
|
| |
 |
65 - Et maintenant le côté gauche. L’articulation des petites bielles de commande de pendule sur leur crosse est verrouillée par un écrou de 1 mm immobilisé avec une goutte de cyano, celle des renvois de relevage du bas par une goutte de soudure à l’extrémité de l’axe, et pour celle des coulisses par une petite goutte de cyano autour de la tête de l’axe en laiton (rivet VR 113 de l’Octant).
|
| |
 |
66 - C’est le moment de finir la pose des détails sur le corps cylindrique et l’abri.
Perçage des trous pour les supports de mains courantes. Attention à la casse des forets dans le zamac ! Ne pas oublier la goutte d’huile.
|
| |
 |
67 - Côté droit, pose également de la main courante latérale sur l’abri, avec des supports courts M.T. Réf. div 96. Sur le corps cylindrique, supports moyens M.T. Réf. div 97. Pose de petits leviers de renvoi de commandes (M.T. Réf. lev 04) et tuyauterie de sablière.
|
| |
 |
68 - côté gauche, utilisation également de supports moyens sauf ceux sur la boîte à feu = courts, comme pour la main courante latérale de l’abri. Petit levier de purgeurs (lev 04) et tuyauterie de sablière.
|
| |
 |
69 - Après retouches de peinture, montage du corps cylindrique sur l’ensemble tablier/châssis. Confection et pose des deux barres de marche.
|
| |
 |
70 - Pose de la tringle de commande du dôme de vapeur. Elle n’est pas collée à l’abri, tout comme les barres de marche, permettant la dépose de l’abri.
|
| |
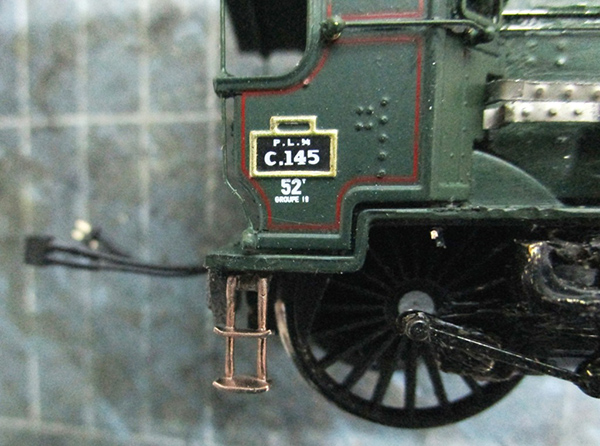 |
71 - De part et d’autre du tablier sous l’abri, pose de marchepieds (M.T. Réf. march 23).
|
| |
 |
72 - La fixation par deux vis à l’arrière du corps cylindrique avec l’ensemble tablier/châssis, préparée aux opérations N° 37 et 39 n’est pas très pratique, et il y a risque de contact électrique avec les roues. J’adopte un autre système plus simple et plus accessible : perçage des deux tenons en bas de l’abri et collage de sections de fil maillechort Diam. 0. 4.
|
| |
 |
 |
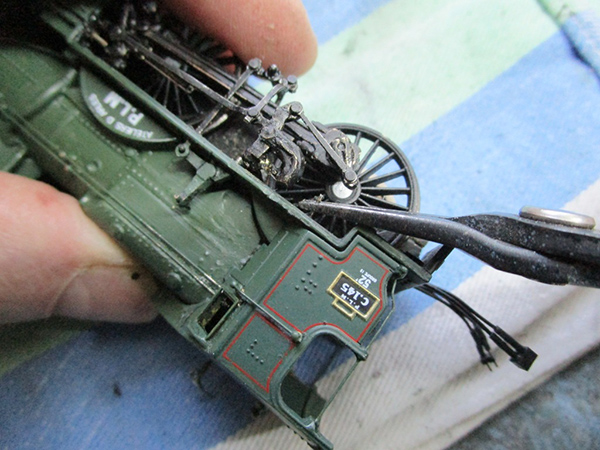
73 et 74 - Une fois l’abri emboîté, ces fils sont repliés à 90° sous le tablier à l’aide de pinces à petits becs, comme des loquets de blocage. L’abri maintient avec lui-même l’arrière du corps cylindrique plaqué sur le tablier.
|
| |
 |
75 - Pose des tampons à l’avant (AMF 87 Réf. A 341). |
| |
 |
76 - Demain, aïe-aïe-aïe ! Les fanaux fonctionnels à l’avant….
|
| |
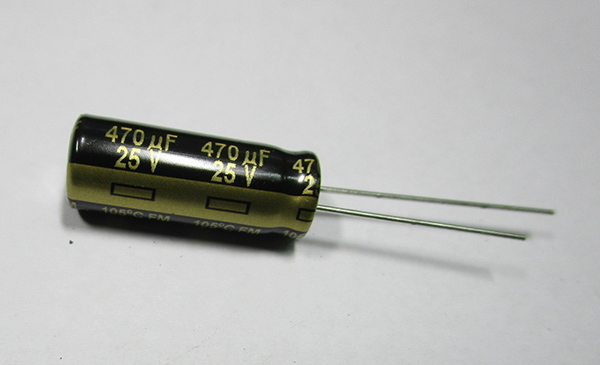 |
77 - Le modèle fonctionne en alimentation analogique. Pour éviter les clignotements et conserver l’allumage des LED pendant les temps d’arrêt, je vais insérer un condensateur dans le circuit (Miniatures Passion Réf. condo470-25). Son diamètre est de 8.30 mm et sa longueur 21.50.
|
| |
 |
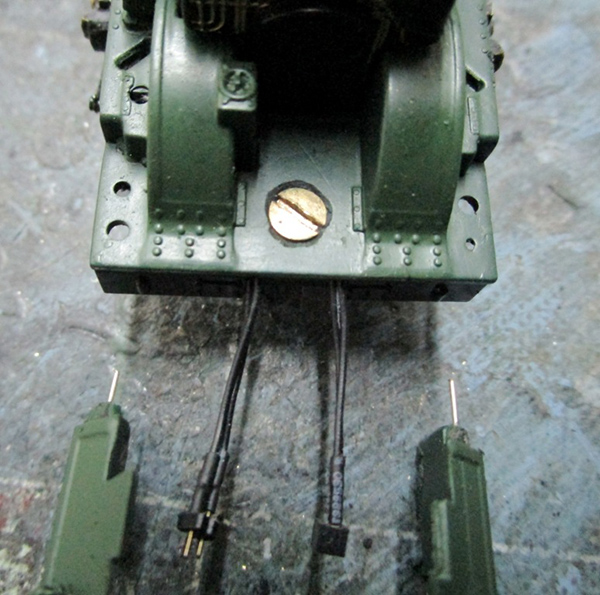
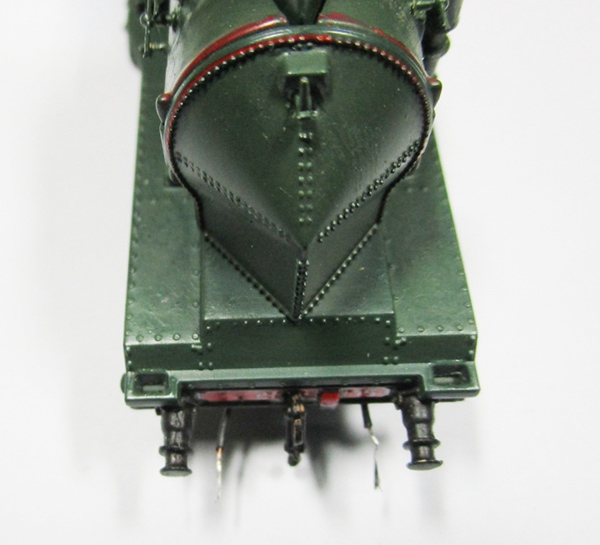
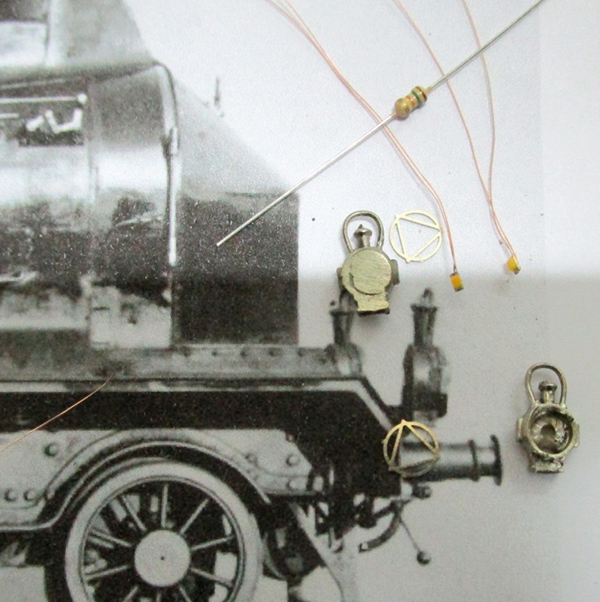
78 - Une fois équipées de leur LED et de leur triangle caractéristique, les grosses lanternes typiques du PLM (M.T. Réf. fan 08) sont collées sur les supports existants. Leur délicat raccordement électrique est fait derrière la traverse de choc.
La place disponible ne permettant pas de placer ici la résistance, celle-ci sera placée sur le tender, au départ de la ligne électrique consacrée à ces fanaux fonctionnels.
|
| |
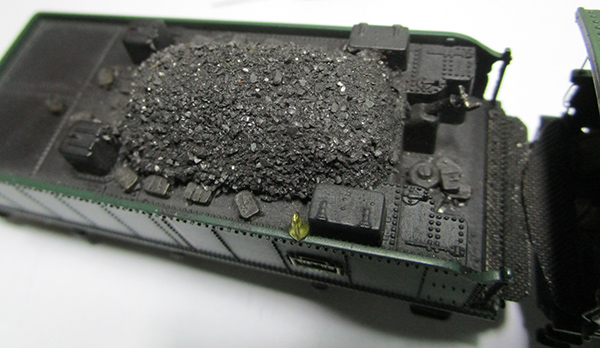 |
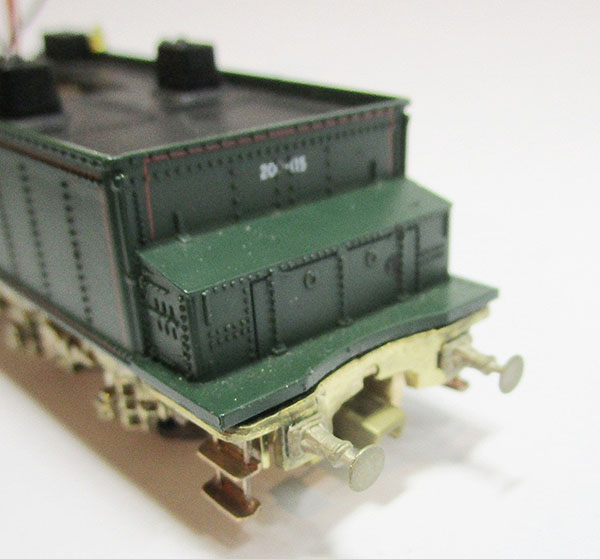
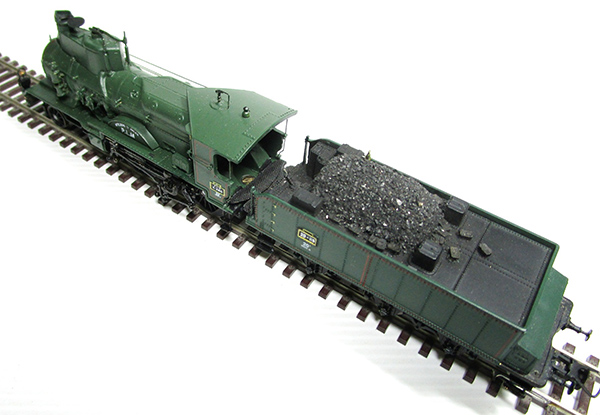
79 - La résistance, le condensateur et les raccordements électriques sont placés au-dessus du bloc de moto-transmission, planqués sous une coque en polystirène taillée en forme de tas de charbon. Cette coque est fixée avec très peu de colle spéciale polystyrène, puis peinte en noir mat et enfin recouverte de charbon écrasé en poudre, collé à la colle à bois diluée.
Une manivelle de frein à main (M.T. Réf. div 78) remplace celle d’origine, « hénaurme ».
Quelques briquettes « Grand’Combe » (M.T. Réf. brik 01) sont disséminées, dont quelques-unes masquent l’écrou d’assemblage à l’avant.
Des plate-formes sont découpées sur-mesures dans de la tôle anti-dérapante (M.T. Réf. div 56), et collées à l’arrière du tablier de la loco et à l’avant du tender ; ainsi pas de vide disgracieux entre loco et tender.
Voilà, mission accomplie.
Place aux photos du modèle terminé ...
|
| |
LE MODÈLE TERMINÉ |
 |
 |
 |
 |
 |
 |
 |
 |
| |
LE MODÈLE SUR LA SAINTE PISTE |
 |
 |
 |
 |
 |
 |
 |
 |
 |
Eric Seibel décembre 2019 – février 2020 |